
Технологические параметры:
Максимум. допустимый диаметр для прокладки труб 325мм
Мин. допустимый диаметр для прокладки труб 60мм
Максимум. толщина стенки, разрешенная для прокладки труб 10мм
Максимум. рабочее давление 8000кг
Максимум. давление в масляном цилиндре 40 МПа
Емкость масляного бака 150 мл
Скорость 23 об/мин
Электродвигатель трехфазный/750Вт, однофазный/1100Вт
Габаритные размеры однофазные /910ммx450ммx910мм
(ШxГxВ) трехфазный /850ммx450ммx880мм
Вес брутто однофазный/170 кг, трехфазный/159 кг
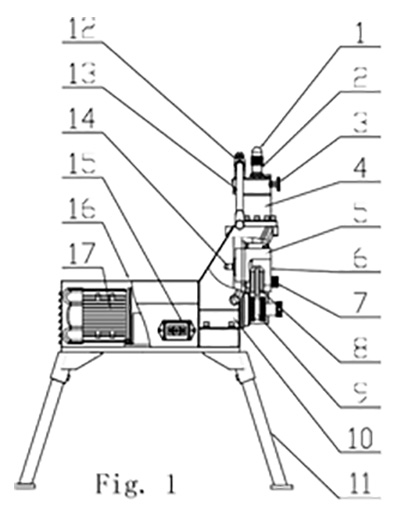
Основные части:
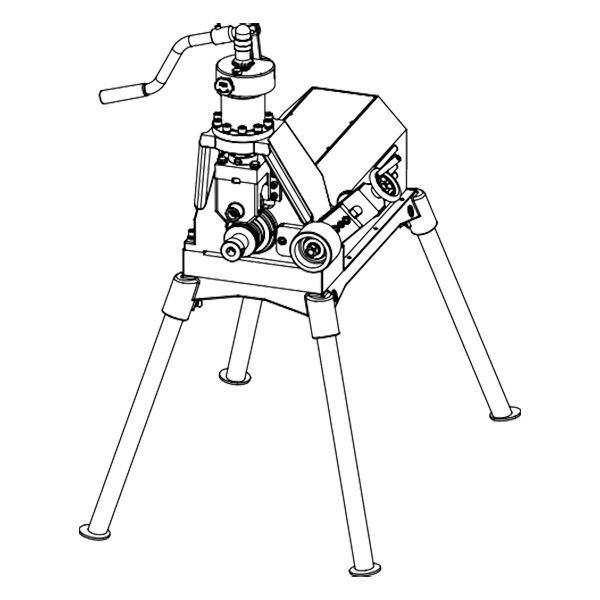
Станок для накатки желобков TWG-ⅡA
1. Ограничительная гайка крепления
2. Ограничительная гайка
3. Предохранительный клапан
4. Масляный цилиндр
5. Слайд
6. Держатель прижимного ролика
7. Вал прижимного ролика
8. Прижимной ролик
9. Накатное колесо
10. Гайка крепления главного вала
11. Кронштейн
12. Сиденье
13. Ручка
14. Регулировочный винт
15. Переключатель
16. Защитная крышка
17. Редукторный двигатель
Система вождения:
Основным движущимся узлом этого станка является вращающийся шпиндель, непосредственно приводимый в движение мотор-редуктором, что снижает потери механической мощности. Движение подачи осуществляется ручной гидравлической системой.
Электрическая система:
Состоит из электродвигателя, переключателя правого/против часовой стрелки и кабелей. Поворот по часовой стрелке, против часовой стрелки и стоп продолжаются. Электрический двигатель является единственной нагрузкой.
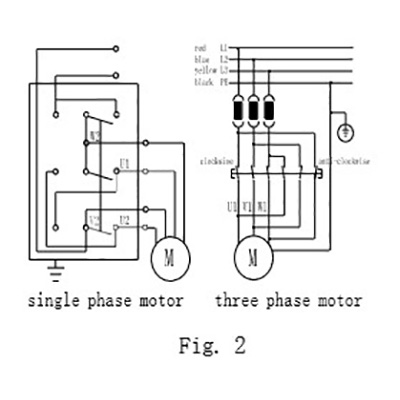 Рис.2 Схема электрической цепи
Рис.2 Схема электрической цепиЭксплуатация и настройка
1. В соответствии с рис.3 установить 4 кронштейна в 4
отверстия основания отдельно по направлению вверх и затянуть.
2. Дайте машине поработать на холостом ходу, чтобы проверить, все ли в порядке.
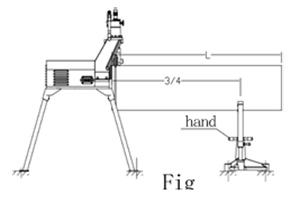
3. Поместите стальные трубки на рифленое колесо и кронштейн. Поверните ручку (см. рис. 3), чтобы изменить высоту кронштейна так, чтобы стальная труба и шпиндель были параллельны. Кронштейн должен
располагаться на расстоянии, равном 3/4 длины всей трубы.
4. В начале работы дайте стальной трубе вращаться без дальнейших действий, чтобы посмотреть, будет ли труба двигаться наружу. Если он движется, вы должны либо изменить направление и высоту кронштейна, либо переключить переключатель по часовой стрелке/против часовой стрелки, чтобы изменить направление вращения двигателя, чтобы удерживать трубку неподвижной перед подачей давления. Затяните предохранительный клапан. Вначале поверните ручку на более высокой скорости, чтобы сформировать начальный канал. И позже, вы должны повернуться медленно. Стальная труба должна проворачиваться не менее чем на один оборот при каждом приложении давления.
5. Ограничение и регулировка глубины канала. Сначала ослабьте гайку крепления ограничителя (см. рис. 4 № 19). Отмерить и отрезать первый швеллер с последующим креплением ограничительной гайки (рис.4 №20).
Для следующих каналов это означает, что желаемая глубина канала была достигнута, когда усилие приложить к ручке увеличения, и вы должны прекратить вращение ручки, чтобы прижимной ролик прокрутился в исходное положение на 1-2 оборота перед открытием предохранительного клапана (см. рис. 4 № 51), чтобы прижимной ролик покинул трубу. Держатель прижимного ролика автоматически вернется в свое верхнее положение. Вышеупомянутая процедура должна выполняться при включенной машине.
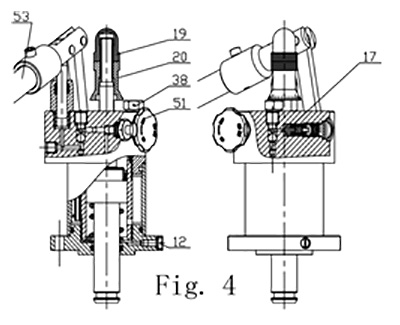
6. Снимите заливную пробку (см. рис. 4 № 38), чтобы добавить гидравлическое масло (ослабьте предохранительный клапан,
удалите всю пыль возле заливной горловины). Отвинтите сливной винт (см. рис. 4 № 12) перед тем, как слить все грязное отработанное масло.
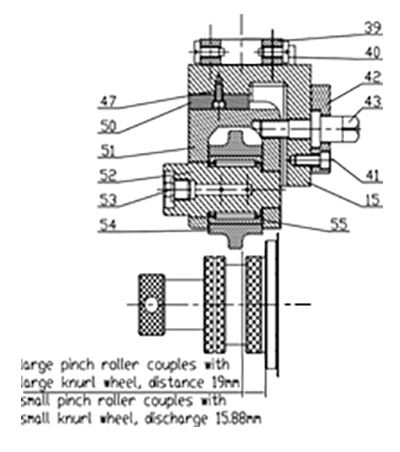
7. Если вы хотите снять весь масляный цилиндр с головки блока, нажмите на ползун и переместите его вниз в нижнее положение, ослабьте 2 крепежных винта кольца крепления поршня (см. рис. 9 № 38) и 10 головок под торцевой ключ (см. рис. 10 № 8) седла насоса.
8. Если вы хотите снять весь держатель прижимного ролика, ослабьте 2 винта с шестигранной головкой крепления поршневого кольца (см. рис. 9 № 38), затем ослабьте 8 винтов с внутренним шестигранником (см. рис. 9 № 44) двух штанги направляющих.
9. Для замены прижимного ролика верните держатель прижимного ролика в самое верхнее положение и выкрутите стяжные винты (см. рис. 9 № 46), прежде чем вытащить вал прижимного ролика, удерживая ролик рукой, установить новый прижимной ролик. Для перемещения прижимного ролика необходимо ослабить 2 болта с шестигранной головкой (см. рис. 9 № 42) на ползунке и повернуть регулировочные болты для перемещения прижимного ролика вперед/назад. См. рис. 5 для конкретных требований к расположению. С последующим затягиванием
2 болта с шестигранной головкой на держателе прижимного ролика.
10. Гайка крепления основного вала (см. рис. 9 № 33) должна быть удалена, чтобы облегчить замену прижимного ролика и соответствующего накатного колеса (см. форму 1).
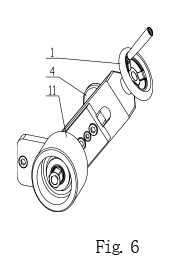
11. В случае прокладки стальных труб большого диаметра (свыше Φ165 мм) труба может сильно раскачиваться в процессе прокладки из-за неравномерности, что может привести к плохой прокладке каналов или даже отказу. Чтобы решить эту проблему, мы специально поставляем дополнительный опорный ролик, который можно перемещать, чтобы коснуться стальной трубы путем поворота.
маховик и завинтить накатную гайку закрепить винты (см. рис. 6 № 4) опорного ролика для уменьшения вибрации.
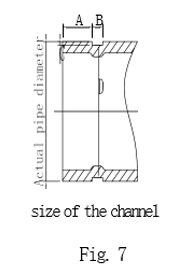
| Модель прижимного ролика | Модель накатного колеса | Номинальный диаметр трубы (дюйм) | Фактический диаметр трубы (мм) | A±0.5 (mm) | B±0.5 (mm) | C±0.5 (mm) | Диаметр Канавка снизу |
|
| Max.(mm) | Min.(mm) | |||||||
| Прижимной ролик среднего размера | Маленькое накатное колесо | 2” | 60 | 15.88 | 8.74 | 1.65 | 57.15 | 56.77 |
| 2-1/2” | 76 | 15.88 | 8.74 | 1.98 | 72.26 | 71.80 | ||
| Накатное колесо среднего размера | 3” | 89 | 15.88 | 8.74 | 1.98 | 84.94 | 84.48 | |
| 4” | 108 | 15.88 | 8.74 | 2.11 | 103.73 | 103.22 | ||
| 4” | 114 | 15.88 | 8.74 | 2.11 | 110.08 | 109.57 | ||
| 5” | 133 | 15.88 | 8.74 | 2.11 | 129.13 | 128.62 | ||
| 5” | 140 | 15.88 | 8.74 | 2.11 | 135.48 | 134.97 | ||
| 6” | 159 | 15.88 | 8.74 | 2.16 | 153.21 | 152.45 | ||
| 6” | 165 | 15.88 | 8.74 | 2.16 | 160.78 | 160.22 | ||
| 6” | 168 | 15.88 | 8.74 | 2.16 | 163.96 | 163.40 | ||
| Большой прижимной ролик | Большое накатное колесо | 8” | 219 | 19.05 | 11.91 | 2.34 | 214.40 | 213.76 |
| 10” | 273 | 19.05 | 11.91 | 2.39 | 268.28 | 267.59 | ||
| 12” | 325 | 19.05 | 11.91 | 2.77 | 318.29 | 317.53 | ||



